Самодельный радиокарбюратор (C)
Конструкция
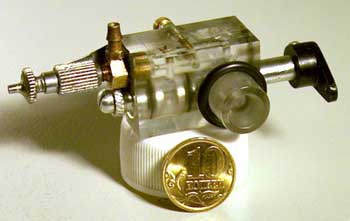
Конструктивно карбюратор состоит их двух основных деталей - собственно корпуса (на чертежах показан синим цветом), и поворотного цилиндрического золотника (изображен красным цветом). Обе эти детали первоначально изготавливались из дюралюминия Д16Т, но, как оказалось, для карбюраторов маленьких размеров вполне можно использовать даже твердые пластмассы - моим товарищем из г. Екатеринбурга А.И. Гуриным было изготовлено несколько модификаций подобных карбюраторов из... оргстекла! Подобные конструкции имеют необычный "прозрачный" вид, что не отражается на их работоспособности, но позволяет буквально "на глаз" контролировать их внутреннее состояние даже во время работы мотора. "Прозрачные" карбюраторы эксплуатируются уже около сезона, и зарекомендовали себя весьма неплохо.
 
Прозрачный красавец из Екатеринбурга расчитан на работу с моторами 6,5-10 кубиков. На фото хорошо видны все внутренние топливные каналы. В его конструкции применены моя схема топливного питания с раздельными системами ХХ и полного газа. Дополнительно предусмотрена возможность регулировки проходных сечений в режиме среднего газа
Изготовление корпуса карбюратора начинается с фрезеровки прямоугольной заготовки корпуса размером 36х30х23,5 мм. К этой операции следует отнестись очень серьезно, если в вашем распоряжении, в дальнейшем, не будет координатно-расточного станка. В описании я буду исходить из того, что вы располагаете только фрезерным, токарным и сверлильным станками. При фрезеровке заготовки корпуса особо тщательно следует выдержать параллельность и перпендикулярность сторон, некоторые из которых будут использоваться при последующей разметке в качестве базовых.
После того, как заготовка корпуса будет полностью отфрезерована, разметим главные "строительные" оси нашего карбюратора. Прежде всего, это ось поворотного дросселя и ось воздушного канала. Для этого на одной из вертикальных сторон заготовки с размером 36х23,5 мм проведем две перпендикулярные разметочные линии - одну горизонтальную на расстоянии 9,5 мм от нижнего края (предполагаю, что заготовка лежит на разметочной плите на своем широком основании, являющемся при разметке базовым), и вторую, вертикальную, точно по середине заготовки (18 мм от любого ее края). Через точку пересечения этих двух линий и будет проходить геометрическая ось поворотного дросселя. Затем на смежной стороне с размером 30х23,5 мм также проводим горизонтальную линию на высоте 9,5 мм и вертикальную линию точно посередине (15 мм от любого края). Пересечение этих двух линий будет геометрической осью воздушного канала диффузора. Затем размечаем центры топливных каналов на двух боковых и верхней сторонах заготовки, и также центр под фиксирующий винт поворотного дросселя. Разумеется, что проще всего разметку производить с помощью рейсмуса на шлифованной разметочной плите, но, при определенном навыке, эту работу вполне можно выполнить и обыкновенным "колумбиком" с остро заточенными губками.
Аккуратно керним все точки пересечения разметочных линий, и затем рассверливаем заготовку.
Сквозные отверстия главных "строительных" осей сначала сверлим хорошо заточенным сверлом диаметром 3-4 мм, а затем рассверливаем большими сверлами - диаметром 9.8 мм для воздушного канала, и 15,8 мм для канала дроссельной заслонки. Для контроля неплохо будет заранее аналогично разметить и противоположные стороны заготовки - выходное отверстие не должно отклониться от разметки больше, чем на 0,1-0,15 мм, в противном случае всю работу придется начать заново.
Топливные каналы можно рассверливать сразу "в размер". Каналы с резьбой под иглы, питатель холостого хода, топливный штуцер и фиксирующий винт, разумеется, нужно сверлить, начиная с меньшего диаметра. Следует только учесть, что канал, через который подается топливо в карбюратор тоже сквозной - с одной стороны в него вкручивается топливный штуцер, а с другой - игла малого газа. Но рассверливать этот канал под резьбы необходимо с двух сторон, сначала просверлив насквозь тонким сверлом диаметром 1,5 мм. Если у вас нет возможности нарезать резьбу М2 на трех технологических заглушках топливных каналов, можно применить инструмент с бОльшим размеров (до М3), или просто зачеканить отверстия после того, как корпус карбюратора будет полностью изготовлен и тщательно промыт и продут сжатым воздухом. Правда, это не лучший вариант - глухие каналы с поворотами на 90 градусов в дальнейшем будет очень трудно промывать и чистить. Кстати, на чертежах топливные каналы показаны двумя цветами - темно-синим, и светло-синим. Включая разные слои в AutoCAD'е, можно отдельно посмотреть геометрию системы холостого хода и главной дозирующей системы.
После того, как все сверловочные и резьбонарезные работы будут закончены, можно растачивать заготовку карбюратора как изнутри, так и снаружи. Начинаем с расточки воздушного канала. Для этого из латунного прутка точим оправку диаметром 10 мм на длине 35 мм. Для упрощения дальнейшей работы с заготовкой, среднюю часть оправки можно проточить до диаметра 9,5 мм, в итоге на оправке должна получиться канавка шириной 25 мм, оставшиеся с двух сторон "полные" пояски шириной примерно по 5 мм, и будут посадочными местами, на которые при расточке будет плотно садиться заготовка корпуса. Постепенно протачивая оставшиеся пояски оправки, уменьшаем их диаметр. Нужно, чтобы диаметр этих поясков был больше диаметра воздушного канала в заготовке (9,8 мм) примерно на 0,02-0,05 мм. Диаметр пояска, дальнего от патрона станка, протачиваем еще на несколько сотых миллиметра - эта часть заготовки не должна "закусываться" в отверстии заготовки, но при этом и "слабины" быть не должно. Заготовка карбюратора должна очень туго, со значительным усилием, но "от руки", садиться только на один, ближний к патрону, поясок оправки.
Насаживаем на оправку заготовку так, чтобы у патрона оказалась та ее сторона, к которой ближе канал системы холостого хода, и протачиваем торец заготовки, формируя внешнюю образующую воздушной футорки, на длину 8,5 мм до диаметра 19 мм. После этого снимаем заготовку с оправки, и вынимаем саму оправку из патрона - она нам больше не понадобится. Делаем новую технологическую оправку, на этот раз - разрезную, с внутренним диаметром 19 мм. Сначала из дюралюминия вытачиваем кольцо диаметром 25х18,5 мм и толщиной 15 мм. Разрезаем кольцо с одной стороны обыкновенной ножовкой по металлу, и снова устанавливаем его в патрон станка, зажимая не очень сильно, только чтобы кольцо не проворачивалось при расточке. Торцуем и растачиваем кольцо до внутреннего диаметра 19 мм, затем, не вынимая кольца из патрона, "до упора" вставляем в него нашу заготовку карбюратора , и плотно поджимаем этот технологический "бутерброд" в патроне станка. Теперь смело можно протачивать второй торец заготовки (посадочную шейку) на длину 8,5 мм до диаметра посадочного канала вашего мотора, и растачивать внутренний воздушный канал до диаметра 10 мм - соосность входного и выходного отверстий гарантирована.
Обращаю ваше внимание: диаметр 15 мм, указанный на чертеже не является универсальным, у разных моторов он может варьироваться от 14 до 18 мм. Точно также, как может изменяться и длина посадочной шейки карбюратора. При необходимости, вы можете заранее внести изменения в чертежи карбюратора.
После этого, не вынимая заготовку из станка, растачиваем конус внутреннего канала. Угол этого конуса у моего карбюратора - около 10 градусов (на чертеже указано - 6 градусов). Разумеется, это полный угол раскрыва конуса, резцедержатель станка следует поворачивать только на 3 градуса!). При другом диаметре и длине посадочной шейки карбюратора, этот угол также можно изменить от 0 до 10-12 градусов. Затем делается еще одна разрезная технологическая оправка, уже на диаметр 15 мм (или под диаметр посадочной шейки вашего варианта карбюратора), и до диаметра 11 мм растачивается входная часть воздушного канала. После этого растачивается конус воздушной футорки с углом раскрыва примерно 10-12 градусов, затем острым шабером формируется криволинейная воронка футорки (без этой операции вполне можно обойтись). Внутренние поверхности воздушного канала карбюратора тщательно шлифуются и полируются пастой ГОИ, при этом нужно постараться не "завалить" переходные углы между стенками воздушного канала, и посадочного отверстия поворотного дросселя.
В последнюю очередь, разверткой 16 мм разворачивается посадочное отверстие под цилиндрическую поворотную дроссельную заслонку. Здесь абсолютный размер отверстия не очень принципиален - "в размер" подгоняется диаметр самой цилиндрической заслонки, которая должна иметь минусовой допуск относительно отверстия примерно 0,03-0,05 мм. Такой минимальный зазор между этими деталями хорошо заполняется маслом из топливной смеси, что обеспечивает достаточную герметичность, и позволяет обойтись без дополнительных уплотняющих резиновых сальников.
Желающие могут "облагородить" корпус - снять кругом фаски ~ 0.5-1.0 мм, отпескоструить, и даже выгравировать "фирменное" название карбюратора: "ИКар РК-10" и серийный номер (начиная с №0101, предыдущие номера прошу оставить для моих изделий).
Поворотный золотник точится из дюралюминия Д16Т (можно из латуни ЛС-59 - ЛС-62, но деталь из этого металла будет гораздо тяжелее). За одну установку следует проточить собственно цилиндр заслонки (контролируя и подгоняя его диаметр под размер отверстия в корпусе карбюратора с указанным минусовым допуском), и рассверливаются отверстия под топливный питатель (на чертеже изображен розовым цветом), и торцевой винт-заглушку с резьбой М4. Засверливать второй торец поворотной заслонки под винт М4 крепления поворотного кабанчика, следует также в разрезной оправке - иначе можно просто повредить рабочую поверхность дросселя.. На чертеже эта деталь (кабанчик) показана отдельно розовым цветом (в качестве примера, и только одна проекция), т.к. она может иметь самую разнообразную форму и размеры, в зависимости от конструкции двигателя и размеров подкапотного пространства модели. В простейшем случае кабанчик можно сделать из полоски любого металла толщиной 0,8-1,0 мм, шириной 6-8 мм, и длиной 25-30 мм, при необходимости изогнув ее, для придания S-образной (или другой) формы. С одного конца кабанчика сверлится отверстие диаметром 4,2 мм под крепежный винт, а с другой - на расстоянии 4-5 мм друг от друга 2-3 отверстия, диаметром 1,0-1,5 мм для приводной тяги от рулевой машинки. Кстати, конструкция карбюратора позволяет установить кабанчик с любой стороны - в обоих торцах заслонки имеются отверстия с одинаковой резьбой М4. Под головку крепежного винта кабанчика следует обязательно подкладывать разрезную шайбу Гровера.
Теперь осталось выполнить последние операции по изготовлению поворотной заслонки, но они, пожалуй, самые сложные и ответственные.
Во-первых, следует просверлить отверстие воздушного канала диаметром 10 мм, и конусно расточить его на цилиндрической оправке с одной стороны до диаметра выходного отверстия 11 мм (это можно сделать и с помощью конусной развертки подходящего диаметра). Конечно, проще всего "проткнуть" цилиндрическую деталь можно в лекальных тисках на "координатке", но, при аккуратном исполнении, и на обычной сверлилке с помощью призмы эта операция вполне осуществима.
Образующая конуса должна начинаться (или заканчиваться?) посередине воздушного канала дросселя, в том месте, где в воздушный канал выходит трубка топливного питателя. Не будет ничего страшного, если вы "пролетите" по глубине конуса даже на 0,5 мм в ту, или иную сторону, гораздо важнее выдержать диаметр входного воздушного канала 11 мм - он сопрягается с отверстием такого же диаметра в теле самого карбюратора при полностью открытой заслонке.
Теперь сверлим отверстие наклонного топливного канала, по которому топливо подается к питателю. Аккуратно и не сильно зажимаем в лекальных тисах за торцы заготовку дросселя. В воздушный канал вставляем хвостовик сверла (или фрезы) диаметром 10 мм, и с помощью угломера выставляем угол поворота заслонки 50 градусов относительно поверхности губок тисов. Здесь важно не перепутать, в какую сторону поворачивать заслонку - конусная часть воздушного канала должна быть повернута вверх. Плотно фиксируем заслонку, и вынимаем сверло из воздушного канала. В патрон сверлилки зажимаем центровочное сверло диаметром 1 мм, и ориентируем тисы вместе с зажатой в них заготовкой так, чтобы будущее отверстие располагалось точно по центру цилиндрической части заготовки и на расстоянии 5,5 мм от торца, в котором будет располагаться топливный питатель. Допустимая погрешность здесь не должна превышать 0,1-0,2 мм по обеим координатам. Засверливаем отверстие, устанавливаем в патрон сверло диаметром 1,5 мм и сверлим этим сверлом топливный канал, который должен выйти в камеру диаметром 3,2 мм непосредственно перед топливным питателем.
Устанавливаем тисы с заготовкой на стол фрезерного станка, выставляем угол поворота дроссельной заслонки 52 градуса (уже в другую сторону - это обеспечит указанный на чертеже угол наклона фиксирующего паза в 142 градуса), и пальчиковой фрезой диаметром 2 мм прорезаем фиксирующий паз на расстоянии 4,5 мм от противоположного торца заготовки. Честно говоря, я очень скоро отказался от этой операции, и сейчас просто протачиваю 2х-миллиметровую кольцевую канавку на теле поворотной заслонке одновременно с ее изготовлением. Это гораздо технологичнее и не менее функционально - в любом случае, ограничение углов поворота дросселя в ту и другую сторону происходит при помощи рулевой машинки.
Фиксирующий винт поворотного золотника (на чертеже изображен розовым цветом) желательно изготовить из хорошей стали. Его нижняя часть диаметром 2 мм должна быть отполирована, и иметь допуск не хуже -0.05 мм, для того, чтобы исключить даже незначительные осевые перемещения золотника внутри корпуса карбюратора. Аналогичные требования предъявляются и к фиксирующей шпильке маленького карбюратора.
Последняя операция - выполнение поверхностного канала жиклера переменного сечения - самая неоднозначная. Особых технологических сложностей здесь нет, но от качества выполнения этого канала и от его геометрии в значительной степени будет зависеть стабильность переходных режимов работы карбюратора и его приемистость.
К сожалению, невозможно дать универсальные рекомендации по размерам и геометрии этого канала - для каждого типа двигателя канал следует подбирать экспериментально или каким-то образом настраивать. Более того, даже два одинаковых двигателя могут потребовать индивидуальной настройки режимов неполного открытия дросселя. Поэтому очень важно понять принцип работы этого узла карбюратора, и при необходимости самостоятельно довести его "до ума". Подробнее о подборе геометрии этого канала я напишу позже, при описании методики настройки карбюратора.
В случае изготовления корпуса и поворотного золотника из алюминиевых сплавов, для предотвращения образования на этих деталях поверхностного наклепа от вибраций двигателя, крайне необходимо внешнюю цилиндрическую поверхность золотника анодировать, желательно способом твердого анодирования. Описание этого технологического процесса можно найти в любом справочнике по электрогальванике. Не забывайте, что гальванические покрытия могут незначительно изменить размеры детали (до 0,01-0,02 мм, в зависимости от режима покрытия), как в ту, так и в другую сторону.
Карбюратор имеет две регулировочные иглы (на чертеже показаны темно-зеленым и светло-зеленым цветом), малого и большого газа, изготовленные из стали (подойдет любая конструкционная слаболегированная или пружинная сталь, например - "серебрянка"). Я использовал для их изготовления какой-то вал подходящего диаметра от старой оргтехники.
Каждая игла точится на токарном станке "за одну установку", конусная часть шлифуется и полируется. На головке иглы большого газа делается прямая накатка, желательно, максимально грубая - для того, чтобы пальцы не скользили при обслуживании мотора. Как оказалось, при маленьких размерах этой части иглы несколько затруднено, точнее - не очень удобно, обслуживание двигателя на модели. При необходимости, размеры регулировочной головки иглы большого газа можно изменить "под себя", или просто впаять в головку удлинительный Г-образный отрезок проволоки D~0.8 мм, наподобие регулировочных игл наших отечественных компрессионных моторчиков. На головке иглы малого газа накатки нет - там прорезан шлиц под отвертку. Рекомендую резьбу на иглах (и в соответствующих каналах корпуса карбюратора) выполнить с мелким шагом - это увеличит точность и плавность регулировки. На чертеже указана резьба М3х0.3, но не будет ничего страшного, если вы примените стандартный комплект инструмента М3. Перед тем, как нарезать резьбу в корпусе и на самих иглах, желательно изготовить контрольную пару деталей с подобными размерами, и подобрать инструмент, позволяющий изготовить резьбовые детали с минимальными прослаблениями и люфтами, возможно, даже придется использовать только один 1-ый метчик из комплекта. Стальная игла с полной резьбой после нескольких прогонов сама дорежет в дюралевом корпусе плотные резьбовые канавки.
В качестве уплотняющих колец (на чертеже - желтого цвета) обеих игл у меня использованы отрезки черного толстостенного силиконового (?) питающего шланга для калильных моторов, но можно применить резиновые колечки-уплотнители от рабочих клапанов одноразовых газовых зажигалок, внешним диаметром 4.5-5.0 мм. Там применяется отличная резина, которая прекрасно работает в топливной среде. Применение этих уплотнительных колец позволило отказаться от традиционных фиксирующих пружин-трещоток на игле большого газа. Это несколько необычно в эксплуатации (не слышно щелчков при повороте иглы), но очень технологично в изготовлении. При желании, можно самостоятельно оснастить карбюратор подобной трещоткой, к примеру - из стальной пружинистой проволоки D=0.5мм.
Топливный питатель системы полного газа сделан из иглы от медицинской системы для внутривенных инъекций. От иглы подходящего диаметра (у меня - 2,0 мм) отрезается отрезок нужной длины, один конец у него развальцовывается наружу для образования небольшого конуса, исключающего выпадение питателя внутрь воздушного канала карбюратора, а второй конец обрезается под углом 60 градусов. Питатель вклеивается в поворотную заслонку так, чтобы срезанная под углом часть питателя была обращена в сторону двигателя. В качестве клея можно применить обычный циакрин, или автомобильный клей Локтайт (красный). Излишки клея следует удалить, после полимеризации весь дроссель тщательно промыть и продуть сжатым воздухом.
Топливный штуцер проще всего сделать из 3-мм медной или латунной трубки с толщиной стенки0,75 мм, нарезав на ней резьбу М3 с одного конца, и напаяв кольцевой буртик из медной проволоки диаметром 0,5 мм для надежного удержания топливного шланга с другой стороны. Такой импровизированный штуцер можно выгнуть любой нужной формы, а зафиксировать его в требуемом положении обычной гаечкой М3, обязательно с уплотняющей шайбой.
Для исключения подсоса воздуха, все три винта-заглушки вкручиваем в корпус карбюратора на каком-нибудь герметике. Здесь важно не переборщить, чтобы излишки герметика не попали в топливные каналы. На посадочную шейку карбюратора, входящую в тело мотора, стоит надеть уплотняющее резиновое колечко нужного диаметра.
И.В. Карпунин (aka Glider)
Обсудить на форуме
|